Abstract
In this work, the chemical composition of electrode materials from two samples of lithium-ion batteries (LiB) is comprehensively investigated. The material balance of the physical and mechanical processing of the LiBs mixture is determined. The developed dry process scheme made it possible to extract the following components (wt.%): 15.6 plastic (ABS), 1.89 electronic materials (PP), 59.1 black mass (three types), 6.43 plastic (PVC), 2.97 Al, 6.31 Cu and 7.1 magnetic fraction (Fe). The thermodynamics of reductive leaching of LiCoO2 in the H2SO4-HCOOH system was studied. It was calculated that the Gibbs energy of the leaching reaction at 363 K is -327.4 kJ/mol, the equilibrium constant is 2.02×1044. All these factors showed the potential of using formic acid as a reducing agent instead of the commonly used hydrogen peroxide solution. It is known to be unstable, since when the solution is heated from 20 to 500 C, the decomposition of H2O2 increases 20 times, and the presence of copper sulfate, which usually accompanies the decomposition of the black mass in a sulfuric acid medium, leads to the destruction of 76% of hydrogen peroxide. Therefore, from a practical point of view, it was of interest to study the kinetics of cobalt dissolution from the cathode material in the H2SO4-HCOOH system. It was shown that the Crank-Ginstling-Braunstein equation agrees satisfactorily with the experimental data, which indicates intra-diffusion limitation of dissolution. The activation energy was determined. The optimal composition and conditions of the leaching solution for dissolving cobalt, lithium and associated transition metals from the black mass were determined. The thermodynamics and kinetics of dissolution of Ag, Au and Pd from electrode materials in a bromide-bromine solution were also studied.
Keywords
Physical-Mechanical Recycling Technology, Black Mass, Printed Circuit Board Concentrate, Transition Metal Leaching, Precious Metals Leaching
1. Introduction
The widespread adoption of mobile communications has driven the demand for portable renewable energy sources, leading to a surge in their production
. However, the rapid expansion of this industry has been accompanied by a decrease in the service life of these batteries. Additionally, the frequent updates of electronic devices further shorten the lifespan of their power sources, contributing to the accumulation of significant quantities of lithium-ion battery (LiBs) waste globally
| [4] | Chengjian, Xu et al., (Dezember 2020). “Future material demand for automotive lithium-based batteries.” Communications Materials. 1(1): 99. Bibcode: 2020CoMat...1...99X. https://doi.org/10.1038/g43246-020-00095-x . hdl: 1887/138961. ISSN 2662-4443. |
| [5] | Leal V. M. et al. “Recycling of spent lithium-ion batteries as a sustainable solution to obtain raw materials for different applications.” J. of Energy Chemistry 79, April 2023, 118-134. https://doi.org/10.1016/jechem.2022.08005 |
| [6] | Zhang Zu et al. Pretreatment options for recycling of spent lithium-ion batteries: A comprehensive review. J. Energy Storage, 72, D, 30 November 2023, 108691. https://doi.org/10.1018/j.est.2023.108691 |
[4-6]
.
Chemical analyses of used lithium-ion batteries, conducted using advanced instrumental methods, reveal that they are complex polymetallic materials containing rare and transition metals (lithium, nickel, cobalt, manganese, iron, copper, and aluminum) in both metallic and oxidized forms. Furthermore, LiBs scrap contains low flash point volatile organic compounds and graphite
| [5] | Leal V. M. et al. “Recycling of spent lithium-ion batteries as a sustainable solution to obtain raw materials for different applications.” J. of Energy Chemistry 79, April 2023, 118-134. https://doi.org/10.1016/jechem.2022.08005 |
| [6] | Zhang Zu et al. Pretreatment options for recycling of spent lithium-ion batteries: A comprehensive review. J. Energy Storage, 72, D, 30 November 2023, 108691. https://doi.org/10.1018/j.est.2023.108691 |
[5, 6]
. All battery components pose environmental risks, but lithium-ion batteries, in particular, require special handling due to their fire hazards during storage.
While these batteries are considered hazardous waste, they also represent a valuable source of secondary raw materials, containing non-ferrous metals (aluminum, copper), rare and transition metals (lithium, cobalt, nickel, manganese), and even noble metals (silver, gold, palladium). LiBs waste treatment processes primarily involve pyrometallurgical
and hydrometallurgical
| [8] | Yonglin Yao et al. Hydrometallurgical processes for Recycling spent lithium-ion batteries: A Critical Review. ACS Sustainable Chem. Eng. 2018, 6, 11, 13611-13627 https://doi.org/10.1021/acssuschemeng.8b03545 |
| [9] | Deying Mu One-step separation by thermal treatment and cobalt acid leaching from spent lithium-ion batteries AIP Conference Proceedings 1890, 040083 (2017) https://doi.org/10.1063/1.5005285 |
| [10] | Liang Chen et al. Process for Recovery of cobalt oxalate from spent lithium-ion batteries Hydrometallurgy 108, 1-2, June 2011, 80-86 https://doing.org/10.1016/j.hydromet.2011.02.010 |
| [11] | Aaltonen M. et al. Leaching of Metals from Spent Lithium- ion Batteries // Recycling 2017, 2, 20; https://doi.org/10.3390/recycling2040020 |
| [12] | Meshram P. et. al. Acid Baking of spent Lithium ion Batteries for selective recovery of major metals. A two- step process //Journal of Industrial and Engineering Chemistry 43, 2016, 117-126; https://doi.org/10.1016/j.jiec.2016.07.056 |
| [13] | Hossaini Sh. et al. Hydrometallurgical Recovery of Value Metals from spent Lithium-Ion batteries// American Journal of Materials Engineering and Technology, 2013, 1, 3, 8-12; https://doi.org/10.12691/materials-1-1-2 |
| [14] | Li L. et al. Recovery of Cobalt and Lithium from spent lithium-ion batteries using organic citric acid as leachate agent //Journal of Hazardous Material, 176, 1-3; https://doi.org/10.1016/j.jhazmat.2009.11.026 |
| [15] | Sun L. et al. Organic oxalate as leachate and precipitant for the recovery of valuable metals from spent Lithium-Ion Batteries // Waste Management, 32 (8), August 2013. PP. 1575-1582; https://doi.org/10.1016/j.wasman.2012.03.027 |
| [16] | Nayaka G. et. al. Effective and environmentally friendly recycling process designed for LiCoO2cathode powdery of spent Li-Ion Batteries using mixture of mild organic acids // Waste Management, vol.78, August 2018. PP.51-57; https://doi.org/10.1016/j.wasman.2018.05.030 |
| [17] | Rabeeh Golmohammadzadeh et al. Recovery of lithium and cobalt from spent Lithium-ion batteries using organic acid: Process optimization and kinetic aspect Waste Management, 64, June 2017, 244-254. https://doi.org/10.1016/j.wasman.2017.03.037 |
| [18] | Nan J. et. al. Recovery of metal values from spent Lithium-Ion Batteries with chemical deposition and solvent extraction // Journal of Power Sources 152. PP. 278-284; https://doi.org/10.1016/j.jpowsour.2005.03.134 |
| [19] | Castillo S. et. al. Advances in the recovering of spent lithium-ion batteries compounds // Journal of Power Sources, 2002, 112 (1). PP. 247-254; https://doi.org/10.1016/S0378-7753(02)00361-0 |
| [20] | Wei-Sheng Chen, Hsing-Jung Ho. Recovery of Valuable Metals from Lithium-Ion Batteries NMC Cathode Waste Materials by Hydrometallurgical Methods// Metals 2018, 8(5), 321; https://doi.org/10.3390/met8050321 |
[8-20]
methods. Hydrometallurgical processes, compared to pyrometallurgical ones, are more widely used industrially due to their simplicity, accessibility, and potential for mobile production facilities with varying production capacities, low operating costs, and efficient metal extraction. However, unlike pyrometallurgical operations, hydrometallurgical processes require specific preparation of spent lithium-ion batteries (LiBs)
| [6] | Zhang Zu et al. Pretreatment options for recycling of spent lithium-ion batteries: A comprehensive review. J. Energy Storage, 72, D, 30 November 2023, 108691. https://doi.org/10.1018/j.est.2023.108691 |
| [21] | Ersin Yener Yazico, Haci Deveci et. al. Factors Affecting Decomposition of Hydrogen Peroxide// Conference; Proceeding of the XII th. International Mineral Processing Symposium. Dec. 2009 https://doi.org/10.13140/RG.2.1.1530.0648 |
[6, 21]
. This preparation involves physical and mechanical methods to enrich the battery scrap, resulting in the extraction of a mixture of electrode materials (Black mass) containing valuable components (lithium and transition metals) in a concentrated form. This mixture of electrode materials is obtained through a dry physical-mechanical process. For recovering transition metals and lithium from the black mass by leaching process Deying Mu
| [9] | Deying Mu One-step separation by thermal treatment and cobalt acid leaching from spent lithium-ion batteries AIP Conference Proceedings 1890, 040083 (2017) https://doi.org/10.1063/1.5005285 |
[9]
proposed a combined method consisting of preliminary heat treatment of the cathode material deposited on aluminum foil, followed by leaching of cobalt with a solution of hydrochloric acid in the presence of hydrogen peroxide. Heat treatment was necessary to facilitate mechanical separation of the aluminum foil from the cathode active material. Leaching of cobalt by hydrochloric acid solution proceeded at a high rate, with most of the Co
2O
3 dissolving during the first 20 minutes of phase contact using dilute hydrochloric acid solution in the absence of H
2O
2. The author of the study proposed the following optimal conditions: HCl concentration 2.5 mol dm
-1, H
2O
2 concentration 4.5%, temperature 60°C, contact phase duration 60 min. The efficiency of cobalt leaching under optimized conditions was 98.5%. There are also a large number of studies devoted to the process of opening up black mass using combinations of mineral and organic acids as a leaching agent, and hydrogen peroxide and organic compounds as a reducing agent
| [11] | Aaltonen M. et al. Leaching of Metals from Spent Lithium- ion Batteries // Recycling 2017, 2, 20; https://doi.org/10.3390/recycling2040020 |
| [12] | Meshram P. et. al. Acid Baking of spent Lithium ion Batteries for selective recovery of major metals. A two- step process //Journal of Industrial and Engineering Chemistry 43, 2016, 117-126; https://doi.org/10.1016/j.jiec.2016.07.056 |
| [13] | Hossaini Sh. et al. Hydrometallurgical Recovery of Value Metals from spent Lithium-Ion batteries// American Journal of Materials Engineering and Technology, 2013, 1, 3, 8-12; https://doi.org/10.12691/materials-1-1-2 |
| [14] | Li L. et al. Recovery of Cobalt and Lithium from spent lithium-ion batteries using organic citric acid as leachate agent //Journal of Hazardous Material, 176, 1-3; https://doi.org/10.1016/j.jhazmat.2009.11.026 |
| [15] | Sun L. et al. Organic oxalate as leachate and precipitant for the recovery of valuable metals from spent Lithium-Ion Batteries // Waste Management, 32 (8), August 2013. PP. 1575-1582; https://doi.org/10.1016/j.wasman.2012.03.027 |
| [16] | Nayaka G. et. al. Effective and environmentally friendly recycling process designed for LiCoO2cathode powdery of spent Li-Ion Batteries using mixture of mild organic acids // Waste Management, vol.78, August 2018. PP.51-57; https://doi.org/10.1016/j.wasman.2018.05.030 |
| [17] | Rabeeh Golmohammadzadeh et al. Recovery of lithium and cobalt from spent Lithium-ion batteries using organic acid: Process optimization and kinetic aspect Waste Management, 64, June 2017, 244-254. https://doi.org/10.1016/j.wasman.2017.03.037 |
| [18] | Nan J. et. al. Recovery of metal values from spent Lithium-Ion Batteries with chemical deposition and solvent extraction // Journal of Power Sources 152. PP. 278-284; https://doi.org/10.1016/j.jpowsour.2005.03.134 |
| [19] | Castillo S. et. al. Advances in the recovering of spent lithium-ion batteries compounds // Journal of Power Sources, 2002, 112 (1). PP. 247-254; https://doi.org/10.1016/S0378-7753(02)00361-0 |
[11-19]
. In particular Miamari Aaltonen et al.
studied the extraction of cobalt, nickel, and lithium from cathode material of waste lithium-ion batteries using mineral acids (hydrochloric, sulfuric, and nitric) and two organic acids (citric and oxalic). Hydrogen peroxide, D-glucose, and ascorbic acid were used as reducing agents. The results showed that the lithium leaching efficiency achieved with the mineral acids used in the experiments exceeded 90%. In particular, 1 mol/dm³ of oxalic acid (C
2H
2O
4) leaches about 74% of lithium, while only 63% of the original lithium is reduced by 2 mol/dm³ of citric acid (C
6H
8O
7).
Citric acid also leached about 43% of cobalt and 34% of nickel. Oxalic acid, all other conditions being equal, showed exceptional selectivity towards cobalt and lithium. Only 2% of the cobalt dissolved during the 24-hour leaching period at room temperature, which the authors believe is due to passivation of the cobalt (III) oxide surface.
This study carefully examined the effect of adding 1% (v/v) hydrogen peroxide (H2O2) on the efficiency of leaching of lithium, cobalt, and nickel. It was observed that the degree of lithium leaching increased in the presence of hydrogen peroxide in all presented experiments. Cobalt and nickel leaching efficiency with citric acid increased slightly (5-8%). Meanwhile, hydrogen peroxide had no discernible impact on the selectivity of lithium and cobalt leaching when using oxalic acid. The effect of H2O2 as a reducing agent on the leaching of cobalt with mineral acids, specifically sulfuric and hydrochloric acids, was evident. Without H2O2 addition, the leaching efficiency of cobalt with 2 M H2SO4 and 4 M HCl was 82% and 91%, respectively. However, with H2O2, the leaching efficiency increased to 91% and 98%, respectively.
Studies have shown
| [11] | Aaltonen M. et al. Leaching of Metals from Spent Lithium- ion Batteries // Recycling 2017, 2, 20; https://doi.org/10.3390/recycling2040020 |
| [12] | Meshram P. et. al. Acid Baking of spent Lithium ion Batteries for selective recovery of major metals. A two- step process //Journal of Industrial and Engineering Chemistry 43, 2016, 117-126; https://doi.org/10.1016/j.jiec.2016.07.056 |
| [13] | Hossaini Sh. et al. Hydrometallurgical Recovery of Value Metals from spent Lithium-Ion batteries// American Journal of Materials Engineering and Technology, 2013, 1, 3, 8-12; https://doi.org/10.12691/materials-1-1-2 |
[11-13]
that mineral acids achieve higher recovery rates for valuable metals compared to organic acids. For instance, dilute sulfuric acid is a preferred leaching agent.
Nan et al.
developed a process for recycling cathode material using a sulfuric acid solution, followed by the extraction of cobalt from the sulfuric solution in the form of sparingly soluble CoC
2O
4. After removing the oxalate precipitate from the sulfuric solution via liquid-liquid extraction, copper (II) was first separated, and then the residual cobalt (II) was isolated using D2EHPA and CYANEX 272 as extractants. Lithium carbonate was precipitated from the final raffinate solution.
Wei-Sheng Chen et al.
| [20] | Wei-Sheng Chen, Hsing-Jung Ho. Recovery of Valuable Metals from Lithium-Ion Batteries NMC Cathode Waste Materials by Hydrometallurgical Methods// Metals 2018, 8(5), 321; https://doi.org/10.3390/met8050321 |
[20]
developed a hydrometallurgical process for recycling spent lithium-ion batteries containing NMC (LiCo
1/3 Ni
1/3 Mn
1/3 O
2) as the active cathode material. The process involves grinding mixed battery scrap with iron removal by magnetic separation, followed by acid leaching of nickel, cobalt, lithium, and manganese with dilute sulfuric acid solution in the presence of a reducing agent (H
2O
2). The influence of the main technological parameters, including the concentration of H
2SO
4, hydrogen peroxide content, liquid/solid phase ratio, contact time, and temperature, on the leaching performance of cobalt, lithium, manganese, and nickel was studied. It was determined that the concentration of sulfuric acid and the contact time have the most significant impact on the degree of metal dissolution from the cathode material into the solution. Consequently, Co, Ni, Mn, and Li transitioned into the solution at rates of 91.72%, 92.34%, 92.12%, and 95.27%, respectively.
The separation of cobalt and manganese from the productive solution was performed through selective liquid-liquid extraction using a 0.1 M solution of Na-Cyanex 272, followed by the precipitation of nickel and lithium from the filtrate. Research results indicate that at pH 6, the maximum extraction of cobalt and manganese into the organic phase occurs within the first 5-10 minutes of contact.
In addition to the pH of the aqueous phase, the concentration of the extractant significantly influenced the completeness and selectivity of cobalt and manganese extraction. Under the optimal conditions reported by the authors, it was possible to extract 99.2% of Co and 99.3% of manganese into the organic phase, while 96.7% of nickel and 97.0% of lithium remained in the aqueous phase.
Hydrogen peroxide is an effective reducing agent that does not pollute the aqueous phase, but it has a drawback. H
2O
2 is known to be unstable, since when the solution is heated from 20 to 50
0 C, the decomposition of H
2O
2 increases by 20 times, and the presence of copper sulfate, which usually accompanies the decomposition of the black mass in a sulfuric acid medium, leads to the destruction of 76% of hydrogen peroxide
| [21] | Ersin Yener Yazico, Haci Deveci et. al. Factors Affecting Decomposition of Hydrogen Peroxide// Conference; Proceeding of the XII th. International Mineral Processing Symposium. Dec. 2009 https://doi.org/10.13140/RG.2.1.1530.0648 |
[21]
. In our work, the possibility of using a softer and more stable organic reducing agent, in particular formic acid, for the reduction of Co(III) in a sulfuric acid medium was investigated. To the best of our knowledge, previous studies on the recycling of LiBs battery scrap have not performed a distribution balance of precious metals associated with the electronic material. Our study is the first to demonstrate the possibility of separating precious metal concentrate from battery scrap and propose a method for the extraction of copper, silver, gold and palladium from such material for its value assessment.
2. Materials, Instruments, Reagents, Experimental and Analytical Methods
All experiments were conducted using mixed battery scrap, including spent lithium-ion power supplies from Lenovo (Thailand) Limited laptops (10.8 V, 4.76 Ah), Hewlett-Packard laptop batteries (11.1 V, 5.22 Ah), and soft flat batteries for tablets and laptops from iRobot Corporation (14.4 V, 4.46 Ah, 64.2 Wh).
To comparatively identify lithium-ion batteries from these manufacturers, individual batteries were discharged, disassembled, and manually separated from their electrode materials deposited on aluminum and copper foil. This mixture was then crushed and separated first on a magnetic separator and then on a laboratory vibrating sieve to isolate the pure black mass.
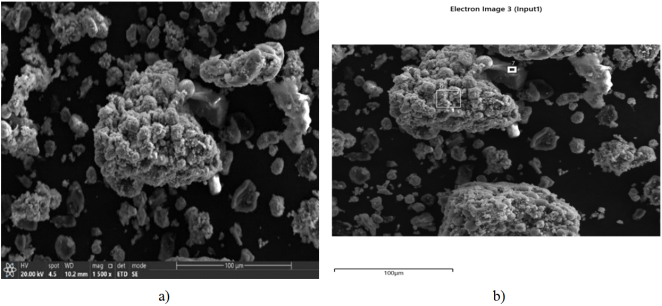
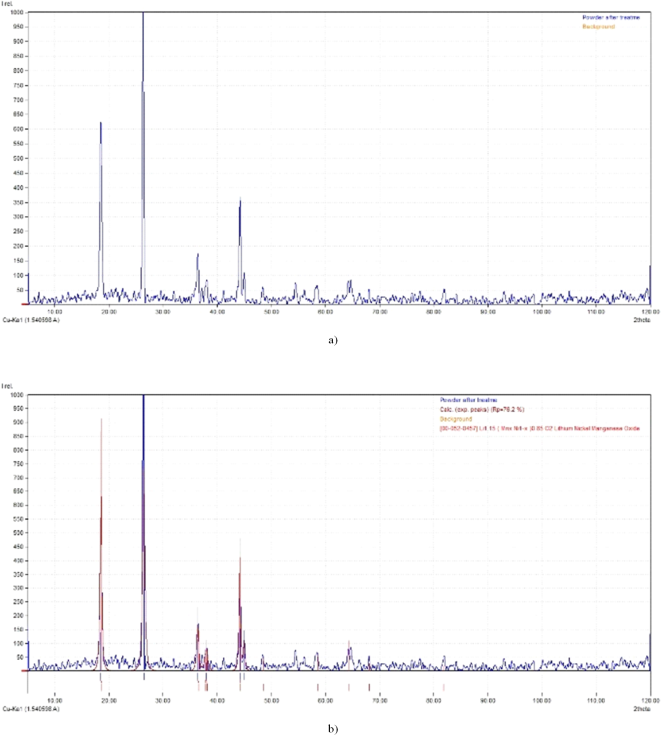
The microstructures of the separated powder samples of the black mass were examined using a Prisma E scanning electron microscope (SEM) (Thermo Fisher, USA). The accelerating voltage was 20.00 kV, and the working distance was approximately 10 mm. The phase composition of the cathode material was identified by X-ray diffraction (XRD) using a Rigaku Smart Lab stationary diffractometer equipped with a Cu tube (λKα = 1.5406 Å). Data were acquired in the 2θ range of 5-120° at a continuous scan rate of 0.01°/min. Peak positions were determined after removing the background by manual spline fitting and performing stripping.
For chemical analysis, the samples were dissolved in aqua regia, and the insoluble residue (graphite) was separated, washed, and weighed. The solution was analyzed for the components of the cathode material using ICP-OES. The results of SEM and XRD analyses for the two presented samples are shown in
Figures 1 and 2. X-ray diffraction analysis revealed that Lenovo (Thailand) Limited, Hewlett-Packard, and iRobot Corporation (China) use cathode material of the composition LiCo
1-(n+m)Ni
nMn
mO
2.
The results of chemical analysis of samples of electrode material from two lithium-ion batteries are presented in
Table 1.
Таble 1. Results of chemical analyses of two types of Li-ion cathode materials. Name | Elements,% |
Al | Co | Cu | Fe | Li | Mn | Ni | O | C | F | P | S | Si |
Lenovo | 0.26 | 31.93 | 0.22 | 0.53 | 4.50 | 6.60 | 7.20 | 26.30 | 20.62 | 0.62 | 0.75 | 0.30 | - |
Toshiba | 0.34 | 9.40 | 0.67 | 2.34 | 4.31 | 14.18 | 20.43 | 26.24 | 20.42 | 0.64 | 0.63 | 0.20 | - |
These results are based on analyses using ICP-OES and SEM-EDS methods.
Figure 1. SEM images of the two types of Li-ion cathode materials: a) Lenovo (Thailand) Limited & Hewlett-Packard Notebook, b) iRobot Corporation (China).
Figure 2. XRD pattern of two types of Li-ion cathode materials: a) Lenovo (Thailand) Limited & Hewlett-Packard Notebook, b) Toshiba Europe GMBH.
The composition of the presented samples was determined based on the mole ratio of the elements, as shown in
Table 1. Lenovo (Thailand) Limited and iRobot Corporation (China) use a cathode material with the following composition: LiCo
0.8Ni
0.1Mn
0.1O
2. However, iRobot Corporation (China) also employs cathodes with a different composition: Li
1.3Ni
0.4Mn
0.38Co
0.15O
2.
The chemical analysis results of sample b) are in satisfactory agreement with the indexed X-ray diffraction pattern of iRobot's cathode material. The Match program identified Li1.15(Ni1-x-yMnxCoy)0.85O2 (ICDD 00-052-0457) in both powders. Additionally, both powders contain a significant amount of carbon.
X-ray phase and chemical analysis confirmed that lithium-ion battery scrap can contain lithium-cobalt-nickel-manganese cathode material. Further studies were conducted on Lenovo (Thailand) Limited's cathode material.
The discharged batteries were sent to a battery recycling plant for comprehensive physical-mechanical processing. The production line included a programmable hydraulic press that selectively destroyed the plastic casings of the batteries. The material was then conveyed for manual separation, where plastic and electronic materials were separated from the cylindrical electrochemical cells and packs. The plastic (usually ABS) and electronic materials were separated into distinct products.
The electrochemical elements were treated with a 20% sulfuric acid solution containing 0.6% hydrogen peroxide for 4 hours to dissolve the steel case and obtain a mixture of cathode and anode elements within a bare, hermetic package enclosed in a thin plastic shell. In this state, the mixture of electrode materials is entirely fireproof and was subsequently crushed in a cardboard shredder. Afterward, the black mass was separated on a vibrating screen into three grades: first grade (-150 mesh), second grade (+150-80 mesh), and third grade (+80-40 mesh). Additionally, a mixture of intracellular plastic and particles of aluminum and copper foil was separated
| [22] | Israel Patent No: 285897 Hydrometallurgical Process for Recovery Valuable Metals from Spent Lithium -Ion Batteries//Kogan V. S. Date of Application 26.08.2021, Date of Publication 01.07.2022. |
[22]
.
This mixture of lightweight plastic and metallic particles was initially separated on an air separator to remove the plastic. Subsequently, aluminum and copper were separated into distinct products using a gravity-based setup.
Table 2 presents the material balance of the dry processing of Li-ion battery scrap, calculated for 1 ton of raw material.
Table 2. Material balance of the physical and mechanical processing (Dry processing) of LiBs scrap.
Delivered | Obtained |
Item | kg | Item | kg | % |
Li-ion scrap | 1000 | Plastic (ABC) | 56.00 | 15.60 |
Electronic material | 8.90 | 1.89 |
E-Cells | 825.10 | 82.51 |
E-Cells | 825.10 | Black mass 1 | 494.48 | 59.93 |
Black mass 2 | 76.90 | 9.32 |
Plastic (PVC) | 64.36 | 7.80 |
Al | 29.70 | 3.60 |
Cu | 69.32 | 8.40 |
Fe | 70.96 | 8.60 |
Black mass 3 | 19.39 | 2.35 |
The chemical composition of three grades of black mass is presented in
Table 3.
Table 3. Results of comparative chemical analysis of three grades of black mass.
Elements | Black mass 1,% | Black mass 2, % | Black mass 3,% |
Al | 0.18 | 0.17 | 0.42 |
Co | 31.75 | 26.74 | 20.00 |
Cu | 0.22 | 0.13 | 2.30 |
Fe | 0.38 | 0.27 | 2.10 |
Li | 3.83 | 4.60 | 3.50 |
Mn | 2.90 | 3.80 | 3.30 |
Ni | 6.10 | 6.90 | 6.00 |
C | 23.30 | 25.57 | 34.34 |
Organic Electrolyte | 7.25 | 7.82 | 8.64 |
Based on the analytical results, the black masses from the first and second grades were combined, and the material from the third grade was reintroduced into the screening process. The combined black mass sample was used in experiments to investigate the kinetics of the LiCoO2 dissolution reaction in a sulfuric acid medium with H2O2 as a reducing agent.
Table 4. shows the chemical composition of electronic material (ECM) extracted separately from batteries containing cylindrical cells (ECMc) and flat soft electrochemical cells (ECMf).
Elements | Composition, % |
ECMc | ECMf |
Co | 0.17 | 0.18 |
Ni | 3.30 | 3.60 |
Sn | 6.90 | 6.30 |
Au | 0.0088 | 0.0092 |
Fe | 4.05 | 4.30 |
Al | 1.30 | 1.89 |
Cu | 25.80 | 23.20 |
Ag | 0.18 | 0.20 |
Pd | 0.0039 | 0.0043 |
Pb | 2.62 | 2.68 |
Zn | 7.82 | 10.34 |
Pt | - | - |
Based on the chemical analysis of the electronic products, (see
Table 4) they have similar compositions, can be combined, and contain significant amounts of silver, gold, palladium, and copper. The recovered ECM material was pulverized to a particle size of 1-2 mm using a laboratory hammer mill and then prepared for oxidative leaching in a bromine-bromide system.
The preparatory process involved leaching aluminum, tin, zinc, and lead with a 2.5 mol/dm³ HCl solution in the presence of 2.6 mol/dm³ MgCl2. The solid residue was subsequently leached with a 5.0 mol/dm³ sulfuric acid solution using H2O as an oxidizer to dissolve copper, iron, and nickel. Copper was recovered from the sulfuric acid solution through electrolysis.
The reagents employed included a 36% HCl solution (Merck, Germany), anhydrous MgCl2 powder (Fluka, Israel), NaBr powder (Fluka, Israel), a 99.0% H2SO4 solution (Fluka, Israel), a 10.6 mol/dm³ H2O2 solution (Negev Peroxide, Israel), and formic acid (99.9%, Fluka, Israel). Double-distilled water was used for diluting the solutions.
The leaching solution (0.50 dm³) of the desired composition was poured into a 1 dm³ round-bottom flask equipped with four nozzles: one for loading the material and accommodating a mechanical stirrer, another for a reflux condenser, a third for a platinum electrode to monitor the redox potential (Eh), and a fourth for sample collection. The flask, set up with a reflux condenser and a platinum electrode, was placed in a "Unistat" thermostat (Huber Gmbh, Germany). The liquid heat transfer medium was heated. The leaching solution was heated to the desired temperature, and then 50 g of black mass or crushed electronic scrap was added through the loading port into the flask. A mechanical stirrer was placed, and the optimal number of revolutions, determined based on preliminary experiments (980 rpm), was set, initiating the leaching process. For the preliminary leaching of copper and silver from the EAF concentrate, a 30% H2O2 solution was delivered using a peristaltic pump. Liquid phase samples of the required volume were collected at specified time intervals, diluted with distilled water by a factor of 10-100, and analysed using the ICP-OES method. At the end of each experiment, the insoluble residue was washed with water, dried, weighed, digested in aqua regia at a 10: 1 phase ratio, and the resulting solution was analysed for the content of valuable elements. To determine the initial and residual silver content, the solid sample was first digested in a 3 mol/dm³ nitric acid solution at 371 K. The extraction efficiency of metals into the leaching solution was determined using the formula [Me]sf/[Me]aq x100=R,%.
3. Thermodynamics of Reductive Leaching of Lithium-Cobalt Oxide (LiCoO2) in the H2SO4-HCOOH System
The dissolution of cobalt (III) in the 2H⁺-HCO2⁻ system is thermodynamically feasible and is confirmed by the formation of CO32⁻ ions, in accordance with stoichiometric reactions and two electrochemical processes, namely the anodic and cathodic ones.
Stoichiometric Reactions:
2LiCoO2+ 3H2SO4+ 2HCOOH = Li2SO4+ 2CoSO4+ H2C2O4+ 3H2O(1)
2LiCoO2+ 3H2SO4+ H2C2O4= Li2SO4+ 2CoSO4+ H2CO3+ 2H2O(2)
2LiCoO2+ 3H2SO4+ HCOOH = Li2SO4+ 2CoSO4+ H2CO3+ 3H2O(3)
Anodic Process:
HCO2⁻+ H2O = CO32⁻+ 3H⁺+ 2e⁻, E° = 0.227 V(4)
E₁/V = 0.227 + 0.0295 log[CO32⁻] + 0.0886 pH - 0.0295 log[HCO2⁻]
Cathodic Process:
2LiCoO2+ 8H⁺+ 2e⁻= 2Li⁺+ Co2⁺+ 4H2O, E° = 1.820 V(5)
E2/V = 1.820 + 0.0591 log[Li⁺] + 0.0295 log[Co2⁺] - 0.236 pH(6)
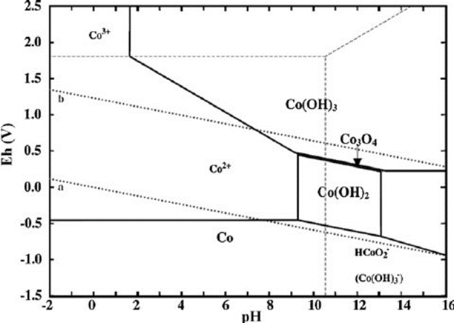
Analysis of the electrochemical processes on LiCoO
2 in the presence of HCOOH and the Pourbaix diagram for cobalt (
Figure 3) indicates that at an electrode potential of 1.59 V within the pH range of -0.475 to 0 (commonly used in sulfuric acid leaching of cathode materials from lithium-ion batteries), only Co
2⁺ ions are formed. The relatively high values of Gibbs energy (Equation
7) and the equilibrium constant of the resulting reaction (Equation
3) at 363 K (Equation
8) ensure the reaction proceeds to completion.
Where:
G=-n96.485 kJ/molx(Ek-Ea)=-2x96.485x1.593 V = -307.4 kJ/mol(7)
Kr=exp(nF(Ek-Ea)/RT=exp(2x96485x1.593/8.34x363)=2.02x10^44(8)
4. Kinetics of LiCoO2 Dissolution in Sulfuric Acid Solution in the Presence of Formic Acid
The interaction between the reagents in the heterogeneous "liquid-solid-liquid" system is considered to involve several primary sequential stages, each characterized by the following individual properties
| [24] | Barre P. Kinetika geterogennych prozessov. -М: Мir, 1976. |
| [25] | Dyachenko А. N. Praktikum po geterogennoi khimicheskoi kinetike. -Tomsk: Isd. TPU, 2003. -23с. |
[24, 25]
:
1. Diffusion of the liquid reagent to the external surface of the solid grain (external diffusion zone).
2. Diffusion of the liquid reagent into the pores of the solid material (internal diffusion zone).
3. Chemical transformation of the initial reagents into reaction products (kinetic zone).
4. Diffusion of reaction products to the surface of the solid material and further from the surface of the solid material into the bulk of the pulp.
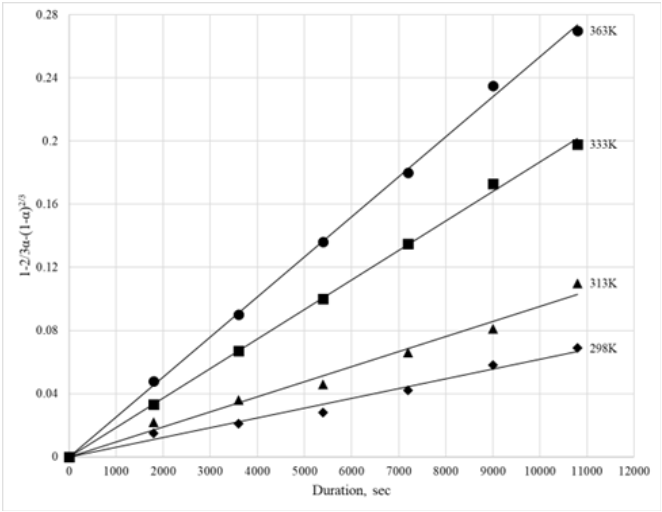
The study of the kinetics of the sulfuric acid leaching process for the reduction of lithium cobalt (III) oxide was based on the assumption that the described process is limited within the internal diffusion zone. To justify this assumption, the subsequent experimental data were processed using the Crank-Ginstling-Brownstein kinetic equation, which is used to describe processes where the reaction rate is limited by the diffusion of the solvent through the solid material, with conversion degrees exceeding 90%:
1 - 2/3α - (1- α)^(2/3) = kt(9)
Where:
α - degree of conversion in fractional form
k - rate constant, s-1
5. Influence of Temperature on Cobalt (III) Dissolution Kinetics: Determination of Activation Energy
The activation energy (E) was determined using the Arrhenius equation:
where k is the rate constant, A is the pre-exponential factor (determined graphically or mathematically), R is the gas constant, and T is the absolute temperature.
Equation (
10) can be linearized in logarithmic form:
With at least two experimental data points, the activation energy can be calculated mathematically:
ln(k2/k1) = E(T2-T1)/RT2T1(11)
Therefore:
E = RT2T1 * ln(k2/k1)/T2-T1(12)
Graphically, the activation energy can be determined from the tangent of the angle (180-α), where α is the slope of the rate constant's dependence on temperature:
The effect of temperature on the kinetic process was studied in the range of 298-363 K, with fixed concentrations of [H
2SO
4] = 1.6 mol/dm³ and HCOOH in the pulp of 0.58 mol/dm³. The experimental data are visualized in
Table 5.
Table 5. Influence of temperature on cobalt leaching efficiency.
Temperature, K | Recovery, % |
Duration, min |
30 | 60 | 90 | 120 | 150 | 180 |
298 | 34.60 | 38.90 | 44.32 | 56.22 | 60.12 | 64.83 |
313 | 40.82 | 49.80 | 55.20 | 63.53 | 68.75 | 76.80 |
333 | 46.70 | 76.60 | 82.70 | 84.60 | 88.41 | 90.58 |
363 | 55.80 | 78.20 | 84.46 | 88.70 | 92.80 | 94.60 |
Figure 4. Linearization of experimental data using the Crank-Ginstling-Braunstein equation.
The results of linearization of the obtained experimental data using the Crank-Ginstling-Braunstein equation are shown in
Figure 4.
As shown in
Figure 4, the obtained experimental data linearize satisfactorily across the entire temperature range within the framework of the Crank-Ginstling-Braunstein equation, which typically describes the kinetics of diffusion processes.
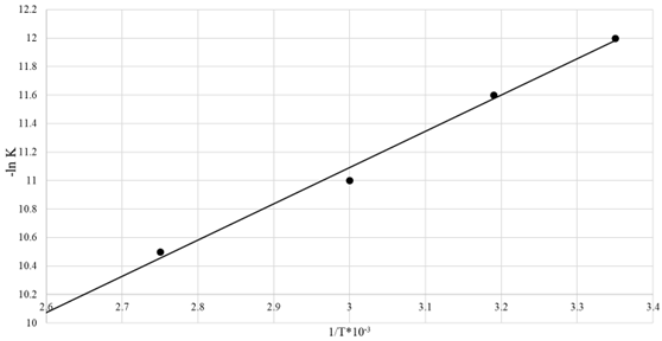
Figure 5. presents a semi-logarithmic dependence of the rate constant on 1000/T.
The linear nature of the function presented in
Figure 5. indicates a correspondence to the temperature dependence of the rate constant of the studied kinetic process according to the Arrhenius equation. The activation energy was calculated to be 20.641 kJ/mol graphically and 16.491 kJ/mol mathematically.
Figure 5. Semi-logariphmic dependence of the rate constant on 1000/T.
6. Influence of H2SO4 Concentration on Cobalt Leaching Extent
The effect of sulfuric acid (H
2SO
4) concentration on cobalt leaching was examined by varying the initial H
2SO
4 concentration from 1.1 mol/dm³ to 3.2 mol/dm³. The reducing agent, formic acid (HCOOH), concentration was maintained at 0.46 mol/dm³, and the solid-to-liquid ratio was kept at 50 g/L. All experiments were conducted at a temperature of 353 K. The experimental results are summarized in
Table 6.
Table 6. Influence of sulfuric acid concentration on the extent of cobalt leaching.
H2SO4 concentration, mol/dm3 | Recovery,% |
Duration, min |
60 | 90 | 90 | 120 | 150 | 150 |
1.1 | 46.80 | 58.60 | 73.40 | 78.80 | 83.30 | 87.40 |
1.5 | 50.70 | 63.30 | 78.80 | 83.20 | 89.30 | 92.50 |
2.3 | 60.10 | 83.20 | 86.10 | 90.40 | 96.20 | 98.58 |
3.0 | 60.30 | 75.80 | 85.40 | 92.20 | 98.80 | 98.80 |
As evident from the experimental data presented in
Table 6, a sulfuric acid concentration of 2.3 mol/dm
3 provided a sufficiently high cobalt extraction. Therefore, it was used as the optimal concentration in subsequent experiments.
7. Influence of Formic Acid Concentration as a Reductant on the Cobalt Leaching Efficiency
The dependence of the cobalt leaching kinetics from the cathode material on the formic acid concentration was studied by varying the HCOOH content from 0.25 to 0.65 mol/dm3, while maintaining a fixed H
2SO
4 concentration of 2.3 mol/dm
3, a pulp density of 70 g/L, and a temperature of 353 K. The obtained experimental data are presented in
Table 7.Table 7. Influence of Formic acid concentration on cobalt leaching efficiency.
Formic acid concentration, mol/dm3 | Recovery,% |
Duration, min |
30 | 60 | 90 | 120 | 150 | 180 |
0.25 | 48.60 | 52.90 | 54.30 | 63.40 | 66.82 | 68.23 |
0.57 | 58.00 | 79.30 | 64.60 | 89.20 | 93.20 | 95.60 |
0.74 | 66.30 | 93.60 | 94.20 | 97.40 | 98.40 | 98.58 |
0.84 | 76.13 | 94.30 | 94.60 | 98.20 | 98.90 | 99.10 |
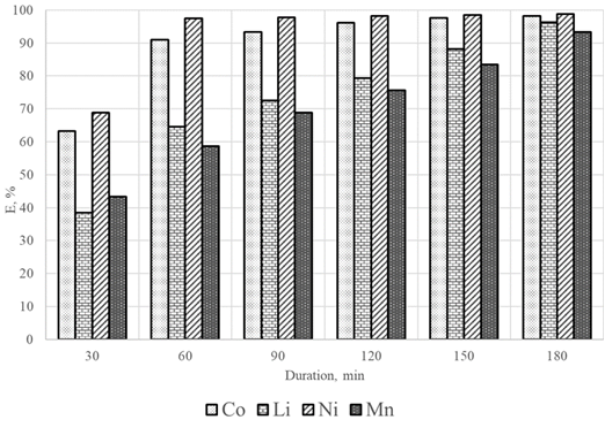
Figure 6. The dissolution kinetic diagram of cobalt, lithium, and associated transition metals from the black mass.
The experimental data presented in
Table 7. demonstrated that formic acid, as a reducing agent, effectively extracts cobalt at concentrations above 0.68 mol/dm³.
Figure 6. illustrates the dissolution kinetics of cobalt, lithium, and associated transition metals from black mass using a leaching solution containing 2.3 mol/dm³ H
2SO
4 and 0.68 mol/dm³ HCOOH at 353 K and a pulp density of 200 g/dm³.
As shown in
Figure 6, the sulfuric acid solution, with formic acid as a reducing agent, achieves near-complete dissolution of cobalt, lithium, nickel, and manganese. However, the dissolution rates for these metals vary. Nickel dissolves rapidly within the first 30 minutes, while cobalt reaches maximum extraction after 2 hours. Manganese and lithium dissolve more slowly, requiring at least 3 hours for complete transfer.
The leaching process produced a solution containing (in mol/dm³): 0.008 Al, 0.915 Co, 0.004 Cu, 0.005 Fe, 1.2 Li, 0.11 Mn, and 0.22 Ni. This solution can be used for subsequent extraction of cobalt and associated transition metals as collective products (e.g., oxalates) or individual salts using liquid-liquid extraction. The high lithium concentration allows for its efficient extraction without additional evaporation. Therefore, the proposed leaching solution effectively decomposes black mass, yielding a liquid phase rich in cobalt, lithium, and associated transition metals, suitable for producing commercial compounds of these metals.
8. Presious Metals Leaching
The leaching of silver, gold, and palladium from pre-processed electronic material was investigated using an acidified bromide solution in the presence of hydrogen peroxide (H2O2). The pre-processed material contained the following composition (wt.%): 1.56 Cu, 0.03 Zn, 0.24 Ni, 0.023 Fe, 0.012 Sn, 0.006 Pb, 0.023 Al, 0.167 Ag, 0.0092 Au, and 0.0046 Pd.
Hydrogen peroxide served as an oxidizer, facilitating the thermodynamically favourable formation of active bromine, which can dissolve in the bromide solution and leach gold. This reaction is represented by the following equation:
H2O2+ H2SO4+ 2NaBr → Na2SO4+ 2H2O + Br2(14)
The anodic process is given by:
The electrochemical potential (E) for this process is:
E = 1.065 + 0.0591 log([Br⁻] / [Br2])(16)
Similarly, the reduction of hydrogen peroxide is:
With an electrochemical potential of:
E = 1.763 - 0.0591 pH(18)
The formation of active bromine depends on the acidity of the medium and the bromide ion concentration. The dissolution of active bromine in the bromide solution can be described by the following chemical reaction
| [26] | Kelsall G., Welham N., Diaz M. Thermodynamics of Cl- -H2O, Br- - H2O, I—H2O, Au- Cl- -H2O, Au- Br—H2O, Au- I—H2O systems at 298 K // J. Electrochemical Chem., v. 361, 1993. PP. 13-24. |
| [27] | Sousa et al. Bromine leaching as an alternative method for gold dissolution // Minerals Engineering 118: 16-23- March 2018- P. 16-23 (In Eng.). https://doi.org/10.1016/j.mineng.2017.12.019 |
[26, 27]
:
And the corresponding electrochemical process:
Tri-bromide ions predominate at bromide activities of 0.89 mol/dm³. Further addition of bromine leads to the formation of penta-bromide
| [28] | Ksenzenko V. et al. Khimia I technologiya broma, ioda I ich soiddeneniy. M. Khimiya. 1995. 4321s. (in Rus.) |
[28]
:
The distribution of bromine between the gas phase and bromide solutions was studied for KBr, NaBr, FeBr3, and NH4Br. The solubility of bromine initially increases rapidly with increasing bromide concentration, but then decreases sharply due to the hydrolysis of elemental bromine, forming low-active bromate (V) and bromate (VII). In an acidic environment, hydrolysis is less active, making bromide solutions suitable for gold dissolution.
Observations of the gold electrode potential in the equilibrating solution revealed that the determining potential is the AuBr2⁻/Au pair, rather than the AuBr4⁻/AuBr2⁻ or AuBr4⁻/Au pairs. The standard potentials at 25 °C for these processes are as follows:
AuBr2⁻+ e⁻→ Au + 2Br⁻, E° = 0.0959 V(22)
AuBr4⁻+ 2e⁻→ AuBr2⁻+ 2Br⁻, E° = 0.802 V(23)
AuBr4⁻+ 3e⁻→ Au + 4Br⁻, E° = 0.854 V(24)
The results of experiments on the kinetics of leaching of silver, gold and palladium from electronic scrap in the bromine-bromide system in the presence of H
2O
2 are presented in
Table 8. As can be seen from the presented experimental data, 3-4 hours of leaching are sufficient to transfer 92.58-96.64% of gold, 82.44-86.63% of silver and 78.48-84.58% of palladium into solution.
Table 8. Kinetics of dissolution of silver, gold, and palladium in the H2O2-H2SO4-NaBr system at 313 K, slurry density of 200 g/dm³, and agitator speed of 980 rpm (solution composition: 0.3 mol/dm³ H2SO4, 1.6 mol/dm³ NaBr, 0.6 mol/dm³ H2O2).
Element | Duration, min |
Redox Potential (Eh), mV |
60/892 | 120/842 | 180/824 | 240/812 |
Cu | 56.82 | 74.32 | 76.58 | 82.86 |
Zn | 58.43 | 76.24 | 78.12 | 86.22 |
Au | 68.34 | 84.42 | 92.58 | 96.64 |
Ag | 67.78 | 76.38 | 82.44 | 86.63 |
Pd | 58.24 | 68.32 | 78.48 | 84.58 |
A leaching process yielded a solution containing the following concentrations (g/dm³): 2.89 Cu, 0.057 Zn, 0.36 Ni, 0.012 Fe, 0.014 Sn, 0.006 Pb, 0.008 Al, 0.314 Ag, 0.0177 Au, and 0.085 Pd. This solution was purified by hydrolyzing copper and base metals at pH 8.6 with 0.3 mol/dm³ NaOH. This removed 98.8% of copper, 99.2% of zinc, 98.67% of iron, and 96.3% of tin.
Gold, silver, and palladium were then precipitated from the purified solution by adding a 5% oxalic acid solution at 343 K. This process recovered 99.2% of gold, 87.6% of silver, and 94.4% of palladium. The precipitate was washed with 5 mol/dm³ sulfuric acid and 0.86 mol/dm³ hydrogen peroxide.
The final product, containing 4.86% Au, 2.38% Pd, 89.64% Ag, and 3.12% Cu, can be further refined. Dissolving gold, silver, and palladium in an acidified bromide solution using H2O2 as an oxidizing agent allows for nearly complete transfer of noble metals into the solution, minimizing bromine loss due to hydrolysis.
9. Conclusions
1. Battery Material Analysis: Two types of lithium-ion batteries were examined: cylindrical steel-cased cells and laminated polymer cells. Cathode materials were characterized based on lithium-to-transition metal ratios. Lenovo (Thailand) Limited and iRobot Corporation (China) utilize LiCo₀.₈Ni₀,₁Mn₀,₁O2, while iRobot Corp. favors Li₁,3Ni₀,4Mn₀,3₈Co₀,₁₅O2.
2. Material Balance: A dry processing scheme for a lithium-ion battery enrichment plant was developed. The separation process yields the following mass percentages: Plastics 15.6% (ABC), 1.89% Electronic materials (PCB), 59.1% Black mass (three grades), 6.43% Plastics (PVC), 2.97% Al, 6.31% Cu, and 7.1% Magnetic fraction (Fe).
3. Black Mass Characterization and Leaching: Three black mass samples were analyzed for particle size distribution and underwent leaching kinetics studies. The first two materials passed through 160-120 and 100-80 mesh sieves. These electrode materials contained (in wt. %): 26.74-31.75 Co, 6.1-6.9 Ni, 2.9-3.8 Mn, and 3.83-4.6 Li. Aluminum, copper, and iron content were below 0.8%. Cobalt, lithium, and other transition metal leaching kinetics were investigated.
4. Thermodynamics of Reductive Leaching: The thermodynamics of LiCoO2 reductive leaching in the H2SO4-HCOOH system were studied. Gibbs energy (-327.4 kJ mol⁻¹) and equilibrium constants (2.02 × 10⁴⁴ at 363 K) for the leaching reaction were calculated.
5. Cobalt Dissolution Kinetics: The kinetics of cobalt dissolution from a Lenovo (Thailand) Limited cathode material, LiCo₀.₈Ni₀.₁Mn₀.₁O2, were investigated. The Crank-Gistling-Brownstein equation was used to linearize experimental data, indicating intra-diffusion-limited dissolution. The activation energy was calculated graphically (20.641 kJ/mol) and mathematically (16.491 kJ/mol), confirming the diffusional nature of cobalt dissolution.
6. Effect of Acid Concentration and Reducing Agent: The influence of sulfuric acid concentration and formic acid on cobalt dissolution kinetics was studied. An optimal leaching solution composition was determined: 2.3 mol/dm³ H2SO4, 0.68 mol/dm³ HCOOH, temperature 353 K, and pulp density 200 g/dm³. The study revealed distinct dissolution rates for lithium, cobalt, and accompanying transition metals. Nickel dissolved within 30 minutes, while cobalt reached maximum dissolution in 120 minutes. Manganese and lithium exhibited slower dissolution kinetics, requiring 180 minutes for 94.3% and 96.6% dissolution, respectively.
Abbreviations
LiBs | Li-ion Batteries |
SEM | Scanning Electron Microscope |
ICP-OES | Inductively Coupled Plasma-Optical Electron Spectroscopy |
Author Contributions
Vladimir Samuilovich Kogan: Conceptualization, Investigation, Methodology, Resources, Writing – original draft
Vasiliy Vasilievjch Rosen: Formal Analysis, Methodology, Software, Validation, Visualization, Writing – review & editing
Funding
This work was carried out with full funding from All Recycling. Ltd as part of the implementation of the technical assignment for the design and construction of a hydrometallurgical plant for the processing of spent lithium-ion batteries.
Conflicts of Interest
The authors declare no conflicts of interest.
Research Field
Vladimir Samuilovich. Kogan: Hydrometallurgical processing of E-waste and spent Li-ion Batteries, Liquid extraction, Catalysis of oxidation processes
Vasiliy Vasilievich Rosen: Development of instrumental methods for Research& Analysis of liquid & solid media, ISP—OES Analysis
References
| [1] |
Mizuchima, K; et al., (1980). ‘’LixCoO2 (0
https://doi.org/10.1016/0025-5408(80)90012-4-S2CID97799722
|
| [2] |
Hoong Tan History of the rechargeable Battery//Tech News, Monday, 25 January 2016.
|
| [3] |
Liang, Y. et al., (2019). A review of rechargeable batteries for portable electronic devices. InfoMat, 1(1), 6-32.
https://doi.org/10.1002/inf2.1200
|
| [4] |
Chengjian, Xu et al., (Dezember 2020). “Future material demand for automotive lithium-based batteries.” Communications Materials. 1(1): 99. Bibcode: 2020CoMat...1...99X.
https://doi.org/10.1038/g43246-020-00095-x
. hdl: 1887/138961. ISSN 2662-4443.
|
| [5] |
Leal V. M. et al. “Recycling of spent lithium-ion batteries as a sustainable solution to obtain raw materials for different applications.” J. of Energy Chemistry 79, April 2023, 118-134. https://doi.org/10.1016/jechem.2022.08005
|
| [6] |
Zhang Zu et al. Pretreatment options for recycling of spent lithium-ion batteries: A comprehensive review. J. Energy Storage, 72, D, 30 November 2023, 108691.
https://doi.org/10.1018/j.est.2023.108691
|
| [7] |
Brian Makuza et al. Pyrometallurgical options for Recycling spent lithium-ion batteries: A comprehensive review. J. of Power Sources 491, 15 April 2021, 229622.
https://doi.org/10.1016/j.jpowsour.2021. 229622
|
| [8] |
Yonglin Yao et al. Hydrometallurgical processes for Recycling spent lithium-ion batteries: A Critical Review. ACS Sustainable Chem. Eng. 2018, 6, 11, 13611-13627
https://doi.org/10.1021/acssuschemeng.8b03545
|
| [9] |
Deying Mu One-step separation by thermal treatment and cobalt acid leaching from spent lithium-ion batteries AIP Conference Proceedings 1890, 040083 (2017)
https://doi.org/10.1063/1.5005285
|
| [10] |
Liang Chen et al. Process for Recovery of cobalt oxalate from spent lithium-ion batteries Hydrometallurgy 108, 1-2, June 2011, 80-86
https://doing.org/10.1016/j.hydromet.2011.02.010
|
| [11] |
Aaltonen M. et al. Leaching of Metals from Spent Lithium- ion Batteries // Recycling 2017, 2, 20;
https://doi.org/10.3390/recycling2040020
|
| [12] |
Meshram P. et. al. Acid Baking of spent Lithium ion Batteries for selective recovery of major metals. A two- step process //Journal of Industrial and Engineering Chemistry 43, 2016, 117-126; https://doi.org/10.1016/j.jiec.2016.07.056
|
| [13] |
Hossaini Sh. et al. Hydrometallurgical Recovery of Value Metals from spent Lithium-Ion batteries// American Journal of Materials Engineering and Technology, 2013, 1, 3, 8-12;
https://doi.org/10.12691/materials-1-1-2
|
| [14] |
Li L. et al. Recovery of Cobalt and Lithium from spent lithium-ion batteries using organic citric acid as leachate agent //Journal of Hazardous Material, 176, 1-3;
https://doi.org/10.1016/j.jhazmat.2009.11.026
|
| [15] |
Sun L. et al. Organic oxalate as leachate and precipitant for the recovery of valuable metals from spent Lithium-Ion Batteries // Waste Management, 32 (8), August 2013. PP. 1575-1582;
https://doi.org/10.1016/j.wasman.2012.03.027
|
| [16] |
Nayaka G. et. al. Effective and environmentally friendly recycling process designed for LiCoO2cathode powdery of spent Li-Ion Batteries using mixture of mild organic acids // Waste Management, vol.78, August 2018. PP.51-57;
https://doi.org/10.1016/j.wasman.2018.05.030
|
| [17] |
Rabeeh Golmohammadzadeh et al. Recovery of lithium and cobalt from spent Lithium-ion batteries using organic acid: Process optimization and kinetic aspect Waste Management, 64, June 2017, 244-254.
https://doi.org/10.1016/j.wasman.2017.03.037
|
| [18] |
Nan J. et. al. Recovery of metal values from spent Lithium-Ion Batteries with chemical deposition and solvent extraction // Journal of Power Sources 152. PP. 278-284;
https://doi.org/10.1016/j.jpowsour.2005.03.134
|
| [19] |
Castillo S. et. al. Advances in the recovering of spent lithium-ion batteries compounds // Journal of Power Sources, 2002, 112 (1). PP. 247-254;
https://doi.org/10.1016/S0378-7753(02)00361-0
|
| [20] |
Wei-Sheng Chen, Hsing-Jung Ho. Recovery of Valuable Metals from Lithium-Ion Batteries NMC Cathode Waste Materials by Hydrometallurgical Methods// Metals 2018, 8(5), 321;
https://doi.org/10.3390/met8050321
|
| [21] |
Ersin Yener Yazico, Haci Deveci et. al. Factors Affecting Decomposition of Hydrogen Peroxide// Conference; Proceeding of the XII th. International Mineral Processing Symposium. Dec. 2009
https://doi.org/10.13140/RG.2.1.1530.0648
|
| [22] |
Israel Patent No: 285897 Hydrometallurgical Process for Recovery Valuable Metals from Spent Lithium -Ion Batteries//Kogan V. S. Date of Application 26.08.2021, Date of Publication 01.07.2022.
|
| [23] |
Pourbaix M. Atlas of Electrochemical Equilibria in Aqueous Solution-Houston, TX: NACE, 1974.
|
| [24] |
Barre P. Kinetika geterogennych prozessov. -М: Мir, 1976.
|
| [25] |
Dyachenko А. N. Praktikum po geterogennoi khimicheskoi kinetike. -Tomsk: Isd. TPU, 2003. -23с.
|
| [26] |
Kelsall G., Welham N., Diaz M. Thermodynamics of Cl- -H2O, Br- - H2O, I—H2O, Au- Cl- -H2O, Au- Br—H2O, Au- I—H2O systems at 298 K // J. Electrochemical Chem., v. 361, 1993. PP. 13-24.
|
| [27] |
Sousa et al. Bromine leaching as an alternative method for gold dissolution // Minerals Engineering 118: 16-23- March 2018- P. 16-23 (In Eng.).
https://doi.org/10.1016/j.mineng.2017.12.019
|
| [28] |
Ksenzenko V. et al. Khimia I technologiya broma, ioda I ich soiddeneniy. M. Khimiya. 1995. 4321s. (in Rus.)
|
Cite This Article
-
APA Style
Kogan, V. S., Rosen, V. V. (2024). A Combined Physical-Mechanical and Hydrometallurgical Approach for Recovering Valuable Metals from Spent Lithium-ion Batteries. International Journal of Mineral Processing and Extractive Metallurgy, 9(1), 11-23. https://doi.org/10.11648/j.ijmpem.20240901.12
 Copy
|
Copy
|
 Download
Download
ACS Style
Kogan, V. S.; Rosen, V. V. A Combined Physical-Mechanical and Hydrometallurgical Approach for Recovering Valuable Metals from Spent Lithium-ion Batteries. Int. J. Miner. Process. Extr. Metall. 2024, 9(1), 11-23. doi: 10.11648/j.ijmpem.20240901.12
Copy
|
Download
AMA Style
Kogan VS, Rosen VV. A Combined Physical-Mechanical and Hydrometallurgical Approach for Recovering Valuable Metals from Spent Lithium-ion Batteries. Int J Miner Process Extr Metall. 2024;9(1):11-23. doi: 10.11648/j.ijmpem.20240901.12
Copy
|
Download
-
@article{10.11648/j.ijmpem.20240901.12,
author = {Vladimir Samuilovich Kogan and Vasiliy Vasilievich Rosen},
title = {A Combined Physical-Mechanical and Hydrometallurgical Approach for Recovering Valuable Metals from Spent Lithium-ion Batteries
},
journal = {International Journal of Mineral Processing and Extractive Metallurgy},
volume = {9},
number = {1},
pages = {11-23},
doi = {10.11648/j.ijmpem.20240901.12},
url = {https://doi.org/10.11648/j.ijmpem.20240901.12},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.ijmpem.20240901.12},
abstract = {In this work, the chemical composition of electrode materials from two samples of lithium-ion batteries (LiB) is comprehensively investigated. The material balance of the physical and mechanical processing of the LiBs mixture is determined. The developed dry process scheme made it possible to extract the following components (wt.%): 15.6 plastic (ABS), 1.89 electronic materials (PP), 59.1 black mass (three types), 6.43 plastic (PVC), 2.97 Al, 6.31 Cu and 7.1 magnetic fraction (Fe). The thermodynamics of reductive leaching of LiCoO2 in the H2SO4-HCOOH system was studied. It was calculated that the Gibbs energy of the leaching reaction at 363 K is -327.4 kJ/mol, the equilibrium constant is 2.02×1044. All these factors showed the potential of using formic acid as a reducing agent instead of the commonly used hydrogen peroxide solution. It is known to be unstable, since when the solution is heated from 20 to 500 C, the decomposition of H2O2 increases 20 times, and the presence of copper sulfate, which usually accompanies the decomposition of the black mass in a sulfuric acid medium, leads to the destruction of 76% of hydrogen peroxide. Therefore, from a practical point of view, it was of interest to study the kinetics of cobalt dissolution from the cathode material in the H2SO4-HCOOH system. It was shown that the Crank-Ginstling-Braunstein equation agrees satisfactorily with the experimental data, which indicates intra-diffusion limitation of dissolution. The activation energy was determined. The optimal composition and conditions of the leaching solution for dissolving cobalt, lithium and associated transition metals from the black mass were determined. The thermodynamics and kinetics of dissolution of Ag, Au and Pd from electrode materials in a bromide-bromine solution were also studied.
},
year = {2024}
}
Copy
|
Download
-
TY - JOUR
T1 - A Combined Physical-Mechanical and Hydrometallurgical Approach for Recovering Valuable Metals from Spent Lithium-ion Batteries
AU - Vladimir Samuilovich Kogan
AU - Vasiliy Vasilievich Rosen
Y1 - 2024/09/26
PY - 2024
N1 - https://doi.org/10.11648/j.ijmpem.20240901.12
DO - 10.11648/j.ijmpem.20240901.12
T2 - International Journal of Mineral Processing and Extractive Metallurgy
JF - International Journal of Mineral Processing and Extractive Metallurgy
JO - International Journal of Mineral Processing and Extractive Metallurgy
SP - 11
EP - 23
PB - Science Publishing Group
SN - 2575-1859
UR - https://doi.org/10.11648/j.ijmpem.20240901.12
AB - In this work, the chemical composition of electrode materials from two samples of lithium-ion batteries (LiB) is comprehensively investigated. The material balance of the physical and mechanical processing of the LiBs mixture is determined. The developed dry process scheme made it possible to extract the following components (wt.%): 15.6 plastic (ABS), 1.89 electronic materials (PP), 59.1 black mass (three types), 6.43 plastic (PVC), 2.97 Al, 6.31 Cu and 7.1 magnetic fraction (Fe). The thermodynamics of reductive leaching of LiCoO2 in the H2SO4-HCOOH system was studied. It was calculated that the Gibbs energy of the leaching reaction at 363 K is -327.4 kJ/mol, the equilibrium constant is 2.02×1044. All these factors showed the potential of using formic acid as a reducing agent instead of the commonly used hydrogen peroxide solution. It is known to be unstable, since when the solution is heated from 20 to 500 C, the decomposition of H2O2 increases 20 times, and the presence of copper sulfate, which usually accompanies the decomposition of the black mass in a sulfuric acid medium, leads to the destruction of 76% of hydrogen peroxide. Therefore, from a practical point of view, it was of interest to study the kinetics of cobalt dissolution from the cathode material in the H2SO4-HCOOH system. It was shown that the Crank-Ginstling-Braunstein equation agrees satisfactorily with the experimental data, which indicates intra-diffusion limitation of dissolution. The activation energy was determined. The optimal composition and conditions of the leaching solution for dissolving cobalt, lithium and associated transition metals from the black mass were determined. The thermodynamics and kinetics of dissolution of Ag, Au and Pd from electrode materials in a bromide-bromine solution were also studied.
VL - 9
IS - 1
ER -
Copy
|
Download