Nano particles are used to enhance the strength of the surface when mixed with appropriate ratio. In this work, metal matrix based surface nanocomposite is attempted through Friction stir welding (FSW) process. FSW is a type of solid-state welding process does not involve any chemical reaction, melting, secondary phase formation and also microstructure-controlled welding process. FSW process is performed on AA 2024 and AA 7075 aluminum alloys when filled with nano Al2O3 in the nugget zone. In this regard, micro hole is introduced before welding on the nugget zone for filling of nanoparticle addition. Process parameters considered are weight % of nanoparticle, tool rotation speed, and welding speed. Response parameters considered are tensile strength and bending strength. Taguchi L9 experimental steps are followed to perform the experiments. The result of the experiment is realized that surface nanocomposite is developed by varying the weight percentage of nanoparticle to the welding zone. The result of the experiment is understood that nanopowder addition is used to enhance the strength. The better strength is noticed with 2% nano particle due to proper stir action and material mixing. Process parameters are significantly influence the strength of the welded sample. FSW process is easiest method to produce surface nanocomposite with better strength.
| Published in | International Journal of Mineral Processing and Extractive Metallurgy (Volume 10, Issue 3) |
| DOI | 10.11648/j.ijmpem.20251003.13 |
| Page(s) | 80-88 |
| Creative Commons |
This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited. |
| Copyright |
Copyright © The Author(s), 2025. Published by Science Publishing Group |
Surface Nanocomposite, Friction Stir Welding, Nanoparticle, Strength
Parameters | Level 1 | Level 2 | Level 2 |
|---|---|---|---|
% weight of nano particle | 2% | 3% | 4% |
Tool rotational speed in rpm | 550 | 750 | 950 |
Welding speed mm/min | 30 | 40 | 50 |
Sl. No. | % weight of nano particle | Tool rotational speed in rpm | Welding speed mm/min | Tensile strength | Bending strength |
|---|---|---|---|---|---|
1 | 2 | 650 | 30 | 253 | 305 |
2 | 2 | 750 | 40 | 261 | 311 |
3 | 2 | 850 | 50 | 268 | 318 |
4 | 3 | 650 | 40 | 274 | 314 |
5 | 3 | 750 | 50 | 281 | 320 |
6 | 3 | 850 | 30 | 289 | 331 |
7 | 4 | 650 | 50 | 228 | 285 |
8 | 4 | 750 | 30 | 233 | 293 |
9 | 4 | 850 | 40 | 241 | 301 |
FSW | Friction Stir Welding |
MMC | Metal Matrix Composite |
AA | Aluminum Alloy |
Al2O3 | Aluminum Oxide (Alumina) |
SiC | Silicon Carbide |
TiO2 | Titanium Dioxide |
VMC | Vertical Machining Centre |
SEM | Scanning Electron Microscope |
UTM | Universal Testing Machine |
WEDM | Wire-cut Electric Discharge Machine |
RSM | Response Surface Methodology |
ASTM | American Society for Testing and Materials |
| [1] | Devaraj, S., Malkapuram, R. and Singaravel, B., 2021. Performance analysis of micro textured cutting insert design parameters on machining of Al-MMC in turning process. International Journal of Lightweight Materials and Manufacture, 4(2), pp. 210-217. |
| [2] | Sandiri, D., Malkapuram, R. and Balasubramaniyan, S., 2022. Experimental investigation of textured inserts on machining performance of Al-mmc using Taguchi method. Tribology in Industry, 44(1), p. 54. |
| [3] | Saikrupa, C. H., Reddy, G. C. and Venkatesh, S., 2023. Experimental investigation of cutting conditions in turning of Al-MMC. Materials Today: Proceedings, 76, pp. 488-494. |
| [4] | Khan, S. A., Poria, S. and Sahoo, P., 2024. Machining characteristics of stir-cast Al-TiB2 composites in dry turning. International Journal of Metalcasting, 18(1), pp. 835-855. |
| [5] | Devaraj, S., Ramakrishna, M. and Singaravel, B., 2021. Application of TOPSIS method for prediction of optimum design parameters of micro hole textured cutting inserts in turning of Al-MMC. International Journal of Vehicle Structures & Systems, 13(4), pp. 471-476. |
| [6] | Singaravel, B., Niranjan, T., Deepa, K., Anusha, C. and Reddy, M. M., 2024. Application of Taguchi Coupled With Overall Evolution Criteria In Friction Stir Welding Process for Process Parameters Optimization. In Optimization of Advanced Manufacturing Processes (pp. 153-165). Apple Academic Press. |
| [7] | Niranjan, T., Singaravel, B., Chakradhar, B. and Raju, S. S., 2023. Process parameter optimization in friction stir welding process using Taguchi method. Materials Today: Proceedings. |
| [8] | Singaravel, B., Chakradhar, B., Rajan, D. S. and Kumar, A. K., 2023. Optimization of friction stir welding process parameters using MCDM method. Materials Today: Proceedings, 76, pp. 597-601. |
| [9] | Patel, M. M. and Badheka, V. J., 2024. A review on friction stir welding (FSW) process for dissimilar aluminium to steel metal systems. Welding International, 38(2), pp. 91-115. |
| [10] | Kesharwani, R., Jha, K. K., Imam, M., Sarkar, C. and Barsoum, I., 2023. Comparison of microstructural, texture and mechanical properties of SiC and Zn particle reinforced FSW 6061-T6 aluminium alloy. Journal of Materials Research and Technology, 26, pp. 3301-3321. |
| [11] | Harachai K, Prasomthong S. Investigation of the optimal parameters for butt joints in a friction stir welding (FSW) process with dissimilar aluminium alloys. Materials Research Express. 2023 Feb 20; 10(2): 026514. |
| [12] | Verma, R. P., Pandey, K. N., András, K., Khargotra, R. and Singh, T., 2023. Difficulties and redressal in joining of aluminium alloys by GMA and GTA welding: A review. journal of materials research and technology, 23, pp. 2576-2586. |
| [13] | Uday, K. N. and Rajamurugan, G., 2023. Influence of process parameters and its effects on friction stir welding of dissimilar aluminium alloy and its composites–a review. Journal of Adhesion Science and Technology, 37(5), pp. 767-800. |
| [14] | Nathan, S. R., Balasubramanian, V., Gourav Rao, A., Sonar, T., Ivanov, M. and Rajendran, C., 2023. Influence of tool plunging rate on mechanical properties and microstructure of friction stir welded DMR249A high strength low alloy (HSLA) steel butt joints. Materials Testing, 65(10), pp. 1528-1538. |
| [15] | Elangovan, K., Balasubramanian, V. and Valliappan, M., 2008. Effect of tool pin profile and tool rotational speed on mechanical properties of friction stir welded AA6061 aluminium alloy. Materials and Manufacturing Processes, 23(3), pp. 251-260. |
| [16] | Rahmatian, B., Dehghani, K. and Mirsalehi, S. E., 2020. Effect of adding SiC nanoparticles to nugget zone of thick AA5083 aluminium alloy joined by using double-sided friction stir welding. Journal of Manufacturing Processes, 52, pp. 152-164. |
| [17] | Shehabeldeen, T. A., El-Shafai, N. M., El-Mehasseb, I. M., Yin, Y., Ji, X., Shen, X. and Zhou, J., 2021. Improvement of microstructure and mechanical properties of dissimilar friction stir welded aluminum/titanium joints via aluminum oxide nanopowder. Vacuum, 188, p. 110216. |
| [18] | Vimalraj, C. and Kah, P., 2021. Experimental review on friction stir welding of aluminium alloys with nanoparticles. Metals, 11(3), p. 390. |
| [19] | Nikhil, B. and Govindan, P., 2024. Effect of tool probe geometry on the material flow and mechanical behaviour of dissimilar AA2024/AA7075 friction stir welded joints. International Journal on Interactive Design and Manufacturing (IJIDeM), pp. 1-20. |
| [20] | Zhou, Y., Deng, Y., Zeng, J., Ou, Y., Hu, L., Li, Z. and Liu, B., 2024. Effect mechanism of serrated joint design on microstructure and mechanical properties of AA2024 and AA7075 alloy friction stir welding. The International Journal of Advanced Manufacturing Technology, 130(1), pp. 459-473. |
| [21] | Gebreamlak, G., Palani, S., Sirahbizu, B. and Čep, R., 2024. Experimental investigation and optimization of nano Al2O3 mixed FSWed joint between AA2024-T351 and AA7075-T651 by response surface approach. Frontiers in Mechanical Engineering, 10, p. 1393088. |
| [22] | Mouria, P. K., Singari, R. M. and Wattal, R., 2023. Microstructural and mechanical response of SiC and TiO2 particles reinforced friction stir welded AA7075 and AA2024. International Journal on Interactive Design and Manufacturing (IJIDeM), pp. 1-13. |
| [23] | Thimmaraju, P., Arkanti, K., Reddy, G. C., Tilak, K. B. G., (2016) Comparison of Microstructure and Mechanical Properties of friction Stir welding of Al 6082 aluminum alloy with different Tool Profiles. Mater. Today: Proc..3, 4173-4181. |
| [24] | Gopi, S., Mohan, D. G., (2021) Evaluating the welding pulses of various tool profiles in single-pass friction stir welding of 6082-T6 aluminium alloy. J Weld Join 39, 284-294. |
| [25] | Mohammed, S., Birru, A. K., (2019) Friction stir welding of AA6082 thin aluminium alloy reinforced with Al2O3 nanoparticles. Trans. Indian Ceram. Soc, 78, 137-145. |
| [26] | Singh, T., Tiwari, S. K., Shukla, D. K., (2019) Friction-stir welding of AA6061-T6: The effects of Al2O3 nano-particles addition. Results in Materials, 1, p. 100005. |
| [27] | Singh, T., Tiwari, S. K., Shukla, D. K., (2022) Novel method of nanoparticle addition for friction stir welding of aluminium alloy Adv Mater Process Tech, 8, 1160-1172. |
| [28] | Bodaghi, M. and Dehghani, K., 2017. Friction stirs welding of AA5052: the effects of SiC nano-particles addition. J. Adv. Manuf. Technol. 88, pp. 2651-2660. |
| [29] | Bahrami, M., Nikoo, M. F., Givi, M. K. B., (2015) Microstructural and mechanical behaviors of nano-SiC-reinforced AA7075-O FSW joints prepared through two passes. Mater. Sci. Eng. A, 626, 220-228. |
| [30] | Divya, C., Suvarna Raju, L. and Singaravel, B., 2021. Experimental investigation on solid lubricant supply methodology in turning process. Materials and Manufacturing Processes, 36(15), pp. 1781-1788. |
| [31] | Divya, C., Raju, L. S., Singaravel, B. and Niranjan, T., 2022. Performance investigation of micro hole textured cutting inserts on power consumption and its measuring methodology in turning process. Alexandria Engineering Journal, 61(4), pp. 3125-3130. |
| [32] | Divya, C., Raju, L. S. and Singaravel, B., 2024. Application of Image Processing for Tool Flank Wear Measurement and Optimization Using the Taguchi Method. Arabian Journal for Science and Engineering, pp. 1-9. |
APA Style
Chandana, R. (2025). Investigation on the Role of Al2O3 Nanoparticles in Enhancing Nugget Zone Properties during Friction Stir Welding. International Journal of Mineral Processing and Extractive Metallurgy, 10(3), 80-88. https://doi.org/10.11648/j.ijmpem.20251003.13
ACS Style
Chandana, R. Investigation on the Role of Al2O3 Nanoparticles in Enhancing Nugget Zone Properties during Friction Stir Welding. Int. J. Miner. Process. Extr. Metall. 2025, 10(3), 80-88. doi: 10.11648/j.ijmpem.20251003.13
@article{10.11648/j.ijmpem.20251003.13,
author = {Ragunam Chandana},
title = {Investigation on the Role of Al2O3 Nanoparticles in Enhancing Nugget Zone Properties during Friction Stir Welding
},
journal = {International Journal of Mineral Processing and Extractive Metallurgy},
volume = {10},
number = {3},
pages = {80-88},
doi = {10.11648/j.ijmpem.20251003.13},
url = {https://doi.org/10.11648/j.ijmpem.20251003.13},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.ijmpem.20251003.13},
abstract = {Nano particles are used to enhance the strength of the surface when mixed with appropriate ratio. In this work, metal matrix based surface nanocomposite is attempted through Friction stir welding (FSW) process. FSW is a type of solid-state welding process does not involve any chemical reaction, melting, secondary phase formation and also microstructure-controlled welding process. FSW process is performed on AA 2024 and AA 7075 aluminum alloys when filled with nano Al2O3 in the nugget zone. In this regard, micro hole is introduced before welding on the nugget zone for filling of nanoparticle addition. Process parameters considered are weight % of nanoparticle, tool rotation speed, and welding speed. Response parameters considered are tensile strength and bending strength. Taguchi L9 experimental steps are followed to perform the experiments. The result of the experiment is realized that surface nanocomposite is developed by varying the weight percentage of nanoparticle to the welding zone. The result of the experiment is understood that nanopowder addition is used to enhance the strength. The better strength is noticed with 2% nano particle due to proper stir action and material mixing. Process parameters are significantly influence the strength of the welded sample. FSW process is easiest method to produce surface nanocomposite with better strength.
},
year = {2025}
}
TY - JOUR T1 - Investigation on the Role of Al2O3 Nanoparticles in Enhancing Nugget Zone Properties during Friction Stir Welding AU - Ragunam Chandana Y1 - 2025/09/26 PY - 2025 N1 - https://doi.org/10.11648/j.ijmpem.20251003.13 DO - 10.11648/j.ijmpem.20251003.13 T2 - International Journal of Mineral Processing and Extractive Metallurgy JF - International Journal of Mineral Processing and Extractive Metallurgy JO - International Journal of Mineral Processing and Extractive Metallurgy SP - 80 EP - 88 PB - Science Publishing Group SN - 2575-1859 UR - https://doi.org/10.11648/j.ijmpem.20251003.13 AB - Nano particles are used to enhance the strength of the surface when mixed with appropriate ratio. In this work, metal matrix based surface nanocomposite is attempted through Friction stir welding (FSW) process. FSW is a type of solid-state welding process does not involve any chemical reaction, melting, secondary phase formation and also microstructure-controlled welding process. FSW process is performed on AA 2024 and AA 7075 aluminum alloys when filled with nano Al2O3 in the nugget zone. In this regard, micro hole is introduced before welding on the nugget zone for filling of nanoparticle addition. Process parameters considered are weight % of nanoparticle, tool rotation speed, and welding speed. Response parameters considered are tensile strength and bending strength. Taguchi L9 experimental steps are followed to perform the experiments. The result of the experiment is realized that surface nanocomposite is developed by varying the weight percentage of nanoparticle to the welding zone. The result of the experiment is understood that nanopowder addition is used to enhance the strength. The better strength is noticed with 2% nano particle due to proper stir action and material mixing. Process parameters are significantly influence the strength of the welded sample. FSW process is easiest method to produce surface nanocomposite with better strength. VL - 10 IS - 3 ER -
Department of Mechanical Engineering, Jyothishmathi Institute of Technology and Science, Karimnagar, India
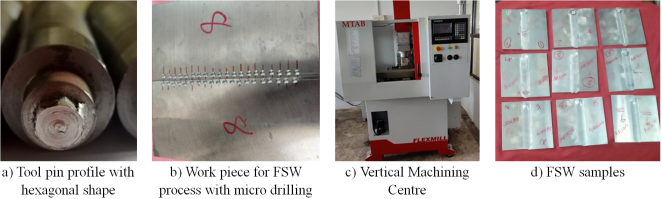
Figure 1. a-d testing facilities.
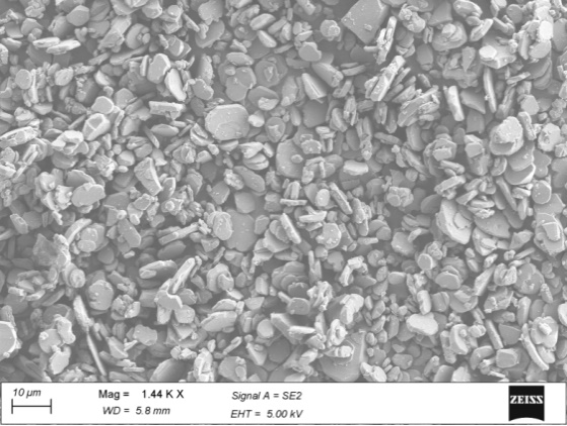
Figure 2. SEM image of Al2O3.

Figure 3. WEDM setup.

Figure 4. a Testing Facilities (Universal Testing Machine).
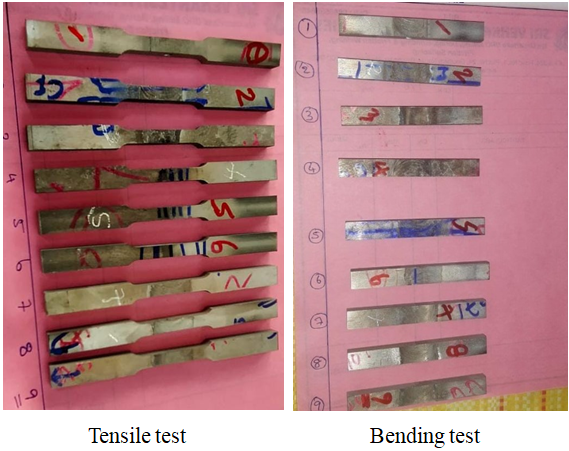
Figure 5. a-b Samples for testing.
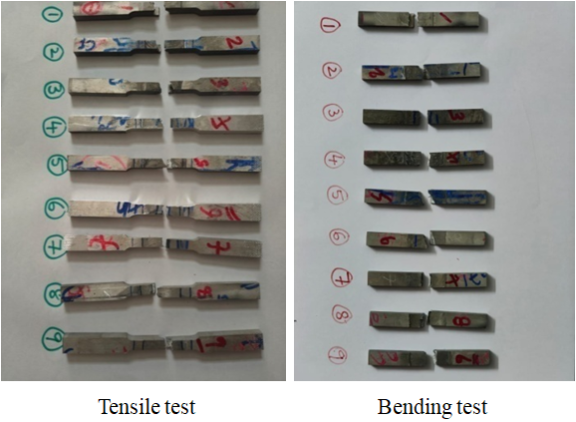
Figure 6. Tested samples.
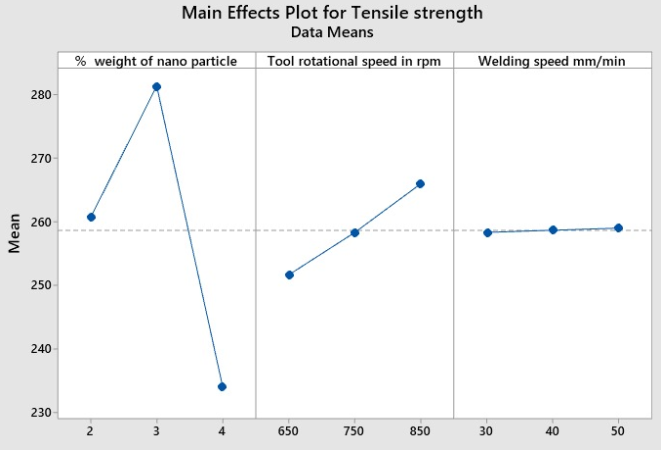
Figure 7. Main effect plot for tensile strength.
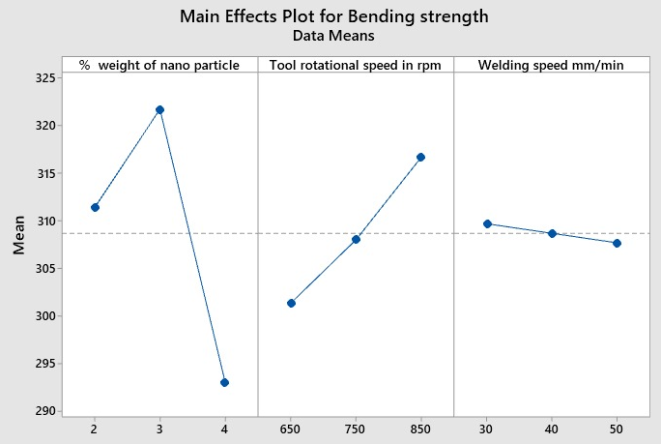
Figure 8. Main effect plot for bending strength.
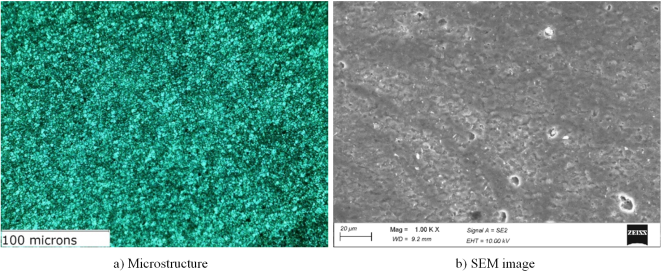
Figure 9. a-b Microstructure and SEM image.
Information

