The mechanical performance of welded joints is significantly influenced by welding parameters, particularly welding current, which governs heat input, fusion quality, and metallurgical transformations. This study examines the effect of welding current on the tensile and impact properties of shielded metal arc welded (SMAW) mild steel joints. Standardized mild steel specimens were prepared and welded using E6016 electrodes at varying current levels (50A, 75A, 100A, 125A, 150A, 175A, and 200A) while maintaining a constant voltage of 220V. Mechanical tests, including tensile strength, impact resistance, and hardness evaluations, were conducted to assess the relationship between welding current and joint properties. The results reveal that moderate welding currents (125A–150A) produce weldments with superior mechanical properties, characterized by high ultimate tensile strength (UTS), favorable ductility, and balanced hardness. Lower currents (<75A) resulted in inadequate fusion, leading to weak joints with reduced strength and toughness. Conversely, excessively high currents (>175A) led to increased brittleness and reduced tensile strength due to grain coarsening and excessive heat input. The hardness test results further confirm that moderate current levels enhance both strength and wear resistance without compromising ductility. These findings emphasize the need for precise control of welding parameters to optimize joint integrity and mechanical performance. The study provides practical guidelines for selecting welding currents in industrial applications, ensuring enhanced weld quality and durability.
| Published in | American Journal of Mechanical and Materials Engineering (Volume 9, Issue 1) |
| DOI | 10.11648/j.ajmme.20250901.14 |
| Page(s) | 37-42 |
| Creative Commons |
This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited. |
| Copyright |
Copyright © The Author(s), 2025. Published by Science Publishing Group |
Shielded Metal Arc Welding (SMAW), Welding Parameters, Tensile Properties, Impact Toughness, Mild Steel Weldments
Specimen Label | Welding Current (A) | Voltage (V) | Cooling Condition |
|---|---|---|---|
X1 | 50 | 220 | Air cooling |
X2 | 75 | 220 | Air cooling |
X3 | 100 | 220 | Air cooling |
X4 | 125 | 220 | Air cooling |
X5 | 150 | 220 | Air cooling |
X6 | 175 | 220 | Air cooling |
X7 | 200 | 220 | Air cooling |
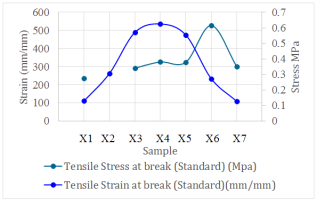
Sample | Load at break (standard) (N) | Extension at break (standard) (mm) | Tensile Strain at break (Standard) (mm/mm) | Tensile Stress at break (Standard) (Mpa) | Ultimate Tensile strength (N/mm2) |
|---|---|---|---|---|---|
X1 | 4601.605 | 5.16687 | 0.12917 | 234.3578 | |
X2 | 10708.15 | 12.25015 | 0.30625 | 383.8054 | |
X3 | 5728.936 | 22.83375 | 0.57084 | 291.7723 | 463.9599 |
X4 | 6399.757 | 25.00015 | 0.625 | 325.937 | 377.8392 |
X6 | 6375.089 | 22.16687 | 0.55417 | 324.6806 | 535.0404 |
X5 | 10353.95 | 10.91703 | 0.27293 | 527.3223 | 498.3881 |
X7 | 5913.839 | 5.08422 | 0.12711 | 301.1894 |
SAMPLE | Test 1(HV 1Kg) | Test 2(HV 1Kg) | Average (HV 1Kg) |
|---|---|---|---|
X1 | 202.4 | 206.2 | 204.3 |
X2 | 214.5 | 200.5 | 207.5 |
X3 | 255.8 | 256.1 | 255.9 |
X4 | 576.8 | 497.6 | 537.6 |
X5 | 404.5 | 404.1 | 404.3 |
X6 | 315.3 | 323 | 319.1 |
X7 | 285.3 | 289.7 | 287.5 |
ASTM | American Society for Testing and Materials |
HAZ | Heat-Affected Zone |
HV | Hardness Value |
SMAW | Shielded Metal Arc Welding |
UTS | Ultimate Tensile Strength |
| [1] | J. F. Lancaster, “Introductory,” in Metallurgy of Welding (Sixth Edition), J. F. Lancaster, Ed., Woodhead Publishing, 1999, pp. 1–39. |
| [2] | S. Kou, Welding Metallurgy. Wiley, 2002. |
| [3] | R. W. Messler, Principles of Welding. Wiley, 1999. |
| [4] | J. C. Lippold, Welding Metallurgy and Weldability. Wiley, 2015. |
| [5] | R. Chiong, N. Khandoker, S. Islam, and E. Tchan, “Effect of SMAW parameters on microstructure and mechanical properties of AISI 1018 low carbon steel joints: An experimental approach,” in IOP Conference Series: Materials Science and Engineering, Institute of Physics Publishing, 2019. |
| [6] | P. K. Baghel, “Effect of SMAW process parameters on similar and dissimilar metal welds: An overview,” Heliyon, vol. 8, no. 12, p. e12161, 2022, |
| [7] | A. Parmar and A. Dubey, “Study of Heat Affected Zone for SMAW Process for Low Carbon Steel Specimen with controlled parameters,” International Journal of Modern Trends in Engineering & Research, vol. 4, no. 11, pp. 23–28, Nov. 2017, |
| [8] | B. K. Khamari, S. S. Dash, S. K. Karak, and B. B. Biswal, “Effect of welding parameters on mechanical and microstructural properties of GMAW and SMAW mild steel joints,” Ironmaking and Steelmaking, vol. 47, no. 8, pp. 844–851, Sep. 2020, |
| [9] | H. Chen, B. Zhang, and T. Fuhlbrigge, “Welding Process Optimization Methods: A Review,” in Transactions on Intelligent Welding Manufacturing, S. Chen, Y. Zhang, and Z. Feng, Eds., Singapore: Springer Singapore, 2020, pp. 3–21. |
| [10] | D. Das, S. Jaypuria, D. K. Pratihar, and G. G. Roy, “Weld optimisation,” 2021, Taylor and Francis Ltd. |
| [11] | M. Karunaratne and S. Pathirana, “Optimization of Shielded Metal Arc Welding (SMAW) process for mild steel”, |
| [12] | “Test Methods for Tension Testing of Metallic Materials,” Feb. 01, 2015, ASTM International, West Conshohocken, PA. |
| [13] | Y. Ding, Y. Wang, S. Guo, and G. Xie, “Effect of Rapid Cooling on Microstructure and Mechanical Properties in Friction Stir Welded Twin-Induced Plasticity Steel,” Metals and Materials International, 2024, |
| [14] | Y. Zhang, Y. Luo, W. Jiang, and W. Gu, “Effect of Local Rapid Cooling Heat Treatment on Residual Stress of Pressure Vessel Inner Wall Welding Layer,” J Mater Eng Perform, vol. 33, no. 15, pp. 7487–7499, 2024, |
| [15] | “Test Method for Vickers Hardness of Metallic Materials,” Feb. 01, 2016, ASTM International, West Conshohocken, PA. |
| [16] | S. Prasath, S. Vijayan, D. E. Raja, T. Sonar, and M. Ivanov, “Optimization of pulsed TIG welding parameters for maximizing the tensile strength of dissimilar ZM21 and AZ31 magnesium alloy joints,” International Journal on Interactive Design and Manufacturing (IJIDeM), 2023, |
| [17] | S. Nutalapati, “Current on Welding Speed and Ultimate Tensile Strength (UTS) of Mild Steel,” International Journal of Mechanical Engineering and Technology, vol. 7, no. 5, pp. 156–176, 2016, [Online]. Available: |
| [18] | R. Sun and G. Mi, “Influence of Alloying Elements Content on High Temperature Properties of Ti-V-Cr and Ti-Al-V Series Titanium Alloys: A JMatPro Program Calculation Study,” in Journal of Physics: Conference Series, Institute of Physics, 2023. |
| [19] | S. Mamat and S. Jamian, “Effect of welding heat input on microstructure and mechanical properties at coarse grain heat affected zone of ABS grade a steel,” 2015. [Online]. Available: |
| [20] | O. C. K, “The Effect of Welding Current and Electrode Types on Tensile Properties of Mild Steel,” Int J Sci Eng Res, vol. 7, no. 5, 2016, [Online]. Available: |
| [21] | S. K. N, A. Baig, K. C. V, and T. R. Pasha, “Effect of welding current on mechanical properties of different grades of mild steel,” International Research Journal of Engineering and Technology, 2015, [Online]. Available: |
| [22] | H. Kuhn and D. Medlin, Eds., Mechanical Testing and Evaluation. ASM International, 2000. |
APA Style
Adigun, O. A., Adebayo, A., Abiola, O. K. (2025). The Effect of Welding Parameter on the Tensile and Impact Properties of Weldments. American Journal of Mechanical and Materials Engineering, 9(1), 37-42. https://doi.org/10.11648/j.ajmme.20250901.14
ACS Style
Adigun, O. A.; Adebayo, A.; Abiola, O. K. The Effect of Welding Parameter on the Tensile and Impact Properties of Weldments. Am. J. Mech. Mater. Eng. 2025, 9(1), 37-42. doi: 10.11648/j.ajmme.20250901.14
@article{10.11648/j.ajmme.20250901.14,
author = {Ojo Ayotunde Adigun and Adeyinka Adebayo and Olanipekun Kolade Abiola},
title = {The Effect of Welding Parameter on the Tensile and Impact Properties of Weldments
},
journal = {American Journal of Mechanical and Materials Engineering},
volume = {9},
number = {1},
pages = {37-42},
doi = {10.11648/j.ajmme.20250901.14},
url = {https://doi.org/10.11648/j.ajmme.20250901.14},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.ajmme.20250901.14},
abstract = {The mechanical performance of welded joints is significantly influenced by welding parameters, particularly welding current, which governs heat input, fusion quality, and metallurgical transformations. This study examines the effect of welding current on the tensile and impact properties of shielded metal arc welded (SMAW) mild steel joints. Standardized mild steel specimens were prepared and welded using E6016 electrodes at varying current levels (50A, 75A, 100A, 125A, 150A, 175A, and 200A) while maintaining a constant voltage of 220V. Mechanical tests, including tensile strength, impact resistance, and hardness evaluations, were conducted to assess the relationship between welding current and joint properties. The results reveal that moderate welding currents (125A–150A) produce weldments with superior mechanical properties, characterized by high ultimate tensile strength (UTS), favorable ductility, and balanced hardness. Lower currents (175A) led to increased brittleness and reduced tensile strength due to grain coarsening and excessive heat input. The hardness test results further confirm that moderate current levels enhance both strength and wear resistance without compromising ductility. These findings emphasize the need for precise control of welding parameters to optimize joint integrity and mechanical performance. The study provides practical guidelines for selecting welding currents in industrial applications, ensuring enhanced weld quality and durability.
},
year = {2025}
}
TY - JOUR T1 - The Effect of Welding Parameter on the Tensile and Impact Properties of Weldments AU - Ojo Ayotunde Adigun AU - Adeyinka Adebayo AU - Olanipekun Kolade Abiola Y1 - 2025/03/06 PY - 2025 N1 - https://doi.org/10.11648/j.ajmme.20250901.14 DO - 10.11648/j.ajmme.20250901.14 T2 - American Journal of Mechanical and Materials Engineering JF - American Journal of Mechanical and Materials Engineering JO - American Journal of Mechanical and Materials Engineering SP - 37 EP - 42 PB - Science Publishing Group SN - 2639-9652 UR - https://doi.org/10.11648/j.ajmme.20250901.14 AB - The mechanical performance of welded joints is significantly influenced by welding parameters, particularly welding current, which governs heat input, fusion quality, and metallurgical transformations. This study examines the effect of welding current on the tensile and impact properties of shielded metal arc welded (SMAW) mild steel joints. Standardized mild steel specimens were prepared and welded using E6016 electrodes at varying current levels (50A, 75A, 100A, 125A, 150A, 175A, and 200A) while maintaining a constant voltage of 220V. Mechanical tests, including tensile strength, impact resistance, and hardness evaluations, were conducted to assess the relationship between welding current and joint properties. The results reveal that moderate welding currents (125A–150A) produce weldments with superior mechanical properties, characterized by high ultimate tensile strength (UTS), favorable ductility, and balanced hardness. Lower currents (175A) led to increased brittleness and reduced tensile strength due to grain coarsening and excessive heat input. The hardness test results further confirm that moderate current levels enhance both strength and wear resistance without compromising ductility. These findings emphasize the need for precise control of welding parameters to optimize joint integrity and mechanical performance. The study provides practical guidelines for selecting welding currents in industrial applications, ensuring enhanced weld quality and durability. VL - 9 IS - 1 ER -
Department of Mechanical Engineering, Ekiti State University, Ado Ekiti, Nigeria
Department of Mechanical Engineering, Ekiti State University, Ado Ekiti, Nigeria
Department of Mechanical Engineering, Ekiti State University, Ado Ekiti, Nigeria
Information